公司与美国耶鲁大学、佐治亚理工大学等国际知名学术机构在相关领域展开技术研发合作。公司的技术团队由国际知名环境专家组成,团队拥有数十年的高浓度污水处理的工程实践经验。公司引进国外先进的环境处理技术和工程经验与国内的需求结合来解决国内的各类环境问题。
公司多次组织石油石化行业环境问题技术研讨会,并运用我公司在技术研发、项目实施、项目运营等方面的经验和实力多次为石油石化等行业的企业提供环境技术咨询服务。


公司与美国耶鲁大学、佐治亚理工大学等国际知名学术机构在相关领域展开技术研发合作。公司的技术团队由国际知名环境专家组成,团队拥有数十年的高浓度污水处理的工程实践经验。公司引进国外先进的环境处理技术和工程经验与国内的需求结合来解决国内的各类环境问题。
公司多次组织石油石化行业环境问题技术研讨会,并运用我公司在技术研发、项目实施、项目运营等方面的经验和实力多次为石油石化等行业的企业提供环境技术咨询服务。
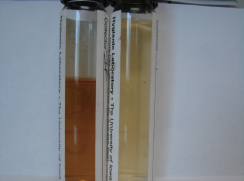
随着现代医药工业的发展,制药污水已经逐渐开始成为比较严重的污染源之一。但是制药污水的成分十分复杂、有机物含量较高、毒性大、色度和含盐量很高,特别是制药污水的间歇排放问题,导致其很难处理。科瑞多专家有多年的水处理和工程实践经验,能处理各种高难度污水。
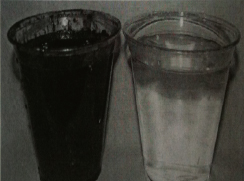
石油化工污水是用炼油生产的副产气体以及石脑油等轻油或重油为原料进行热裂解生产乙烯、丙烯、丁烯等化工原料,进一步反应合成各种有机化学产品,构成石油化工联合企业排出的废水
我国市政污水的特点是水质相对稳定,但浑浊、深且具有恶臭,呈微碱性,氮磷含量高,一般不含有毒物质,同时生活污水很适合各种微生物的繁殖,因此常含有大量的细菌(包括病原菌)病毒和寄生虫卵,此类污水可生化性好,属于比较容易处理的污水。
农药污水是指农药厂在农药生产过程中排出的污水。污水水质水量不稳定。主要分为::含苯废水、含有机磷废水、高浓度含盐废水、高浓度含酚废水、含汞废水。科瑞多有多年解决农药污水的工程经验,能为客户提供完美的解决方案。

新闻公示


科瑞多环保外国专家约翰·查尔斯·科瑞谭登院士和梅纳赫姆 埃利梅莱赫院士作为中国工程院外籍院士参加会议。

海创“新兵”营是海淀创业园主任见面会的创新形式,通过圆桌会议、企业介绍、团队协作等活动
美国布鲁克贝尔可持续发展研究院代表团访问河北经贸大学

北京华夏管理学院举办新闻发布会,宣布主题为承载时代使命,共建生态系统的首届全球社会企业家生态论坛

5月18日,由商务部与河北省人民政府共同主办的2017中国·廊坊国际经济贸易洽谈会在河北廊坊举行

美国佐治亚理工大学布鲁贝尔斯可持续系统研究所所长约翰·科瑞谭登曾先后3次来到深圳,对深圳有一定的了解

2016城市可持续建设国际会议近日在广东省深圳市圆满落幕,中美两国共26位工程院院士聚集一堂

近日,经河北省人力资源和社会保障厅批准,科瑞多旗下子公司——河北思达环境科技有限公司被正式授予外国院士工作站称号,这是思达环境继被评为河北新型研发机构后获得的又一殊荣。 河北省2018年外国

6月28日,以汇全球才智,促共同发展为主题的2018海内外高层次人才暨项目洽谈会在石家庄科技中心隆重举行。本次大会由河北省外国专家局、石家庄市人力资源和社会保障局、石家庄高新区工委组织部、石家庄高新区

中国工程院2017年院士增选工作于年初正式启动,通过中国科协组织学术团体提名和院士提名这两条途径